En muchas fábricas, producción cumple sus objetivos y aun así el almacén acaba saturado.
No porque alguien esté haciendo mal su trabajo, sino porque cada área decide con una parte distinta de la realidad.
Planificación suele programar mirando demanda, eficiencia de línea, fechas de entrega y disponibilidad productiva. El almacén, mientras tanto, intenta absorber todo lo que llega, ubicarlo correctamente y evitar que el stock quede parado más tiempo del necesario.
El problema aparece cuando esas dos decisiones no están conectadas.
Producción lanza. El almacén recibe. Pero nadie ha comprobado antes si existe capacidad real para absorber lo que se va a fabricar.
Y ahí empieza un problema silencioso: producción cumple, el almacén se llena y el choque entre ambos departamentos no se ve hasta que ya es tarde.

Dos áreas decidiendo con fotos distintas
En el caso que da pie a este artículo, planificación programaba las producciones con criterios razonables: demanda prevista, eficiencia de fabricación, disponibilidad de línea y prioridades comerciales.
El conflicto aparecía aguas abajo.
El almacén recibía producciones sin tener una visión compartida con planificación sobre su capacidad disponible. Algunas ubicaciones estaban completas, otras parcialmente ocupadas, parte del stock llevaba demasiado tiempo parado y la ocupación global empezaba a acercarse a niveles incómodos.
El resultado era previsible:
- producciones entrando sin hueco claro;
- ubicaciones completas aumentando;
- pasillos o zonas bloqueadas;
- stock nuevo mezclado con stock antiguo;
- colocaciones improvisadas para salir del paso;
- pérdida de visibilidad sobre qué stock debía salir primero.
Cada departamento hacía bien su parte.
El fallo no estaba dentro de producción ni dentro del almacén. Estaba en la costura entre ambos.
Planificación decidía sin ver la foto del almacén. Y el almacén reaccionaba a una decisión que ya no podía modificar.
Cuando una decisión se toma sin ver lo que ocurre dos puertas más allá, deja de ser una decisión y se convierte en una apuesta.
El coste que no se ve: cuando la línea no tiene dónde dejar lo que produce
Aquí está la parte que muchas veces no se mide: el problema no se queda en el almacén. Sube hasta la propia línea de producción.
Cuando no hay ubicación libre donde colocar lo que se fabrica, el producto terminado empieza a acumularse al pie de la línea. Y a partir de ahí, el coste aparece en cadena:
- el producto terminado se queda bloqueando la salida de la línea;
- la línea reduce el ritmo o, en el peor caso, se detiene porque no puede evacuar lo que produce;
- el material se deja en cualquier hueco y luego hay que recolocarlo: se manipula dos o tres veces;
- aparecen movimientos de carretilla y horas extra que no aportan valor;
- se generan esperas y reprocesos que nadie había planificado.
Y una parada de línea no cuesta solo el tiempo parado. Cuesta el coste por hora de esa línea, el personal que se sigue pagando mientras no produce y el efecto dominó sobre los pedidos que venían detrás.
Lo más difícil de gestionar es que ese coste casi nunca se atribuye a la decisión que lo originó. La línea se para “porque el almacén está lleno”, pero el origen estaba mucho antes y, casi siempre, en más de un sitio.
La saturación rara vez tiene un único culpable
Sería injusto —y poco útil— reducir esto a “planificación lanzó mal”. Un almacén no se satura por una sola decisión: es el resultado de varias decisiones tomadas por separado. En esa misma cadena suelen influir, entre otros factores:
- fechas de entrega poco realistas que comercial adelanta por miedo a perder el pedido o a no cumplir;
- previsiones de demanda que luego no se ajustan a lo que realmente ocurre;
- stock que no se evacúa al ritmo previsto y se queda ocupando ubicaciones;
- picos estacionales o pedidos grandes que entran a la vez;
- y, sí, producciones lanzadas sin ver la capacidad disponible del almacén.
El objetivo no es buscar a quién señalar. Es entender que cada una de esas decisiones se toma con una parte distinta de la información, y que nadie ve el efecto conjunto sobre el almacén hasta que ya está saturado.
Por eso el caso de este artículo es solo un ejemplo de almacén saturado, no el único. El patrón de fondo se repite siempre que varias áreas deciden sin una foto común.
El problema no era la capacidad, era la visibilidad
A primera vista, el problema parecía sencillo:
- “Falta espacio.”
- “El almacén se queda pequeño.”
- “Necesitamos más ubicaciones.”
- “Hace falta un software mejor.”
Pero al analizar el proceso completo, la conclusión fue distinta.
No faltaba necesariamente capacidad de almacén. Tampoco sobraba producción. Lo que faltaba era visibilidad compartida en el momento correcto.
El almacén sí tenía información útil, pero no llegaba de forma clara a quien tomaba la decisión de planificar. Y cuando llegaba, ya era tarde: la producción estaba lanzada, el stock había entrado y el problema ya estaba encima de la operativa.
El objetivo no era crear otro informe más.
El objetivo era cambiar el momento en el que se veía el problema: antes de lanzar la producción, no cuando el almacén ya estaba bloqueado.
La solución: poner el estado del almacén delante de quien decide
Una vez entendido el proceso, la solución fue directa: convertir el estado del almacén en una foto clara, actualizada y fácil de interpretar.
No se trataba de construir un panel complejo, ni de que el sistema decidiera por nadie. Se trataba de poner delante de quien planifica una foto clara del estado del almacén, para que la decisión dejara de tomarse a ciegas.
Con esa foto delante, planificación puede valorar cosas que antes no veía a tiempo: si queda hueco libre, si ya hay stock suficiente y quizá no hace falta fabricar más ahora, o si conviene dar salida antes a lo que lleva semanas parado.
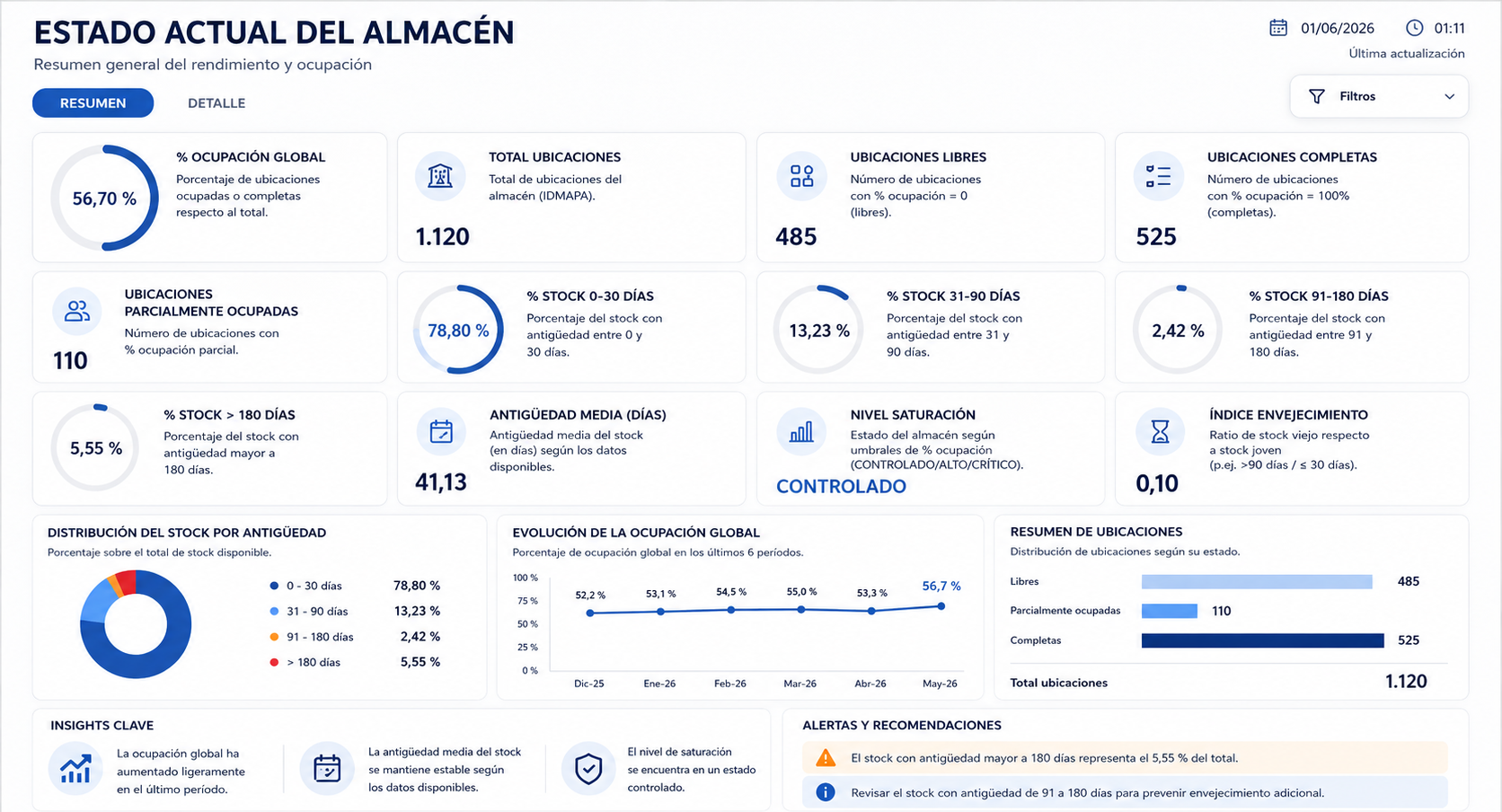
Para eso, el cuadro de mando mostraba indicadores simples, pero accionables:
| Indicador | Qué permite ver |
|---|---|
| % ocupación global | Nivel general de uso del almacén |
| Ubicaciones libres | Capacidad disponible inmediata |
| Ubicaciones completas | Zonas sin margen de absorción |
| Ubicaciones parcialmente ocupadas | Espacio con posible optimización |
| Stock 0-30 días | Stock reciente |
| Stock 31-90 días | Stock en seguimiento |
| Stock 91-180 días | Stock con riesgo de envejecimiento |
| Stock > 180 días | Stock antiguo o potencialmente bloqueado |
| Antigüedad media | Edad media del stock disponible |
| Nivel de saturación | Situación operativa del almacén |
| Índice de envejecimiento | Relación entre stock viejo y stock joven |
Lo importante es que esas señales se veían a tiempo, no cuando el problema ya estaba encima:
- Si la ocupación subía, se veía.
- Si el stock empezaba a envejecer, se veía.
- Si quedaban pocas ubicaciones libres, se veía.
- Si el almacén pasaba de una situación controlada a una situación de riesgo, se veía antes de que el problema explotara.
El panel no sustituía la decisión. Mejoraba la calidad de la decisión.
Qué cambió en el día a día
El cambio principal no fue visual. Fue operativo.
Antes, planificación lanzaba producción con una visión parcial. El almacén recibía las consecuencias y tenía que resolverlas sobre la marcha.
Después, ambos departamentos empezaron a trabajar con una misma foto del estado real del almacén.
| Antes | Después |
|---|---|
| Planificación decidía mirando demanda y eficiencia | Planificación incorporaba capacidad real de almacén |
| El almacén reaccionaba cuando el stock ya estaba fabricado | La saturación se anticipaba antes de lanzar |
| El stock antiguo quedaba oculto detrás del nuevo | La antigüedad del stock se hacía visible |
| Las decisiones dependían de avisos informales | Las decisiones se apoyaban en indicadores comunes |
| Cada área trabajaba con su propia foto | Producción y almacén compartían la misma información |
Esto no elimina todos los problemas de planificación, pero reduce muchas decisiones tomadas a ciegas.
Producción puede ajustar el orden o volumen de fabricación según lo que el almacén puede absorber. El almacén puede anticipar saturaciones antes de que aparezcan bloqueos. Y el stock envejecido deja de ser un problema oculto.
Beneficios reales
El valor de este trabajo no fue tener un panel más bonito.
El valor fue convertir una situación difusa en una decisión gestionable.
Los principales beneficios fueron:
- menor riesgo de saturación;
- menos ubicaciones improvisadas;
- mejor coordinación entre planificación y almacén;
- mayor visibilidad del stock envejecido;
- decisiones de producción con más contexto;
- reducción de conversaciones basadas en percepciones;
- mejor capacidad para anticipar desviaciones.
Cuando producción y almacén trabajan con la misma información, el problema deja de ser “tu departamento contra el mío”.
Pasa a ser una decisión común sobre el flujo completo.
Primero el proceso, después la tecnología
Es tentador pensar que un problema operativo se arregla comprando software.
Pero una herramienta nueva sobre un proceso desordenado solo hace que el desorden sea más rápido, más caro y más difícil de discutir.
En este caso, la tecnología fue el último paso.
Primero hubo que entender el proceso real. Después, identificar qué decisión se estaba tomando sin información suficiente. Luego, definir qué indicadores hacían falta. Y solo al final se construyó la solución visual.
A veces esa solución acaba siendo un cuadro de mando. Otras veces es una conexión entre sistemas, una automatización o una app interna.
La herramienta cambia. El método no:
primero el proceso, después la tecnología.
Reflexión final
Cuando dos departamentos deciden bien por separado, pero nadie mira la conexión entre ellos, el problema no se ve en ningún sitio concreto.
Hasta que estalla en el eslabón más débil.
En este caso, ese eslabón era el almacén.
Pero podría haber sido compras, expediciones, calidad, atención al cliente o producción.
Por eso, la pregunta importante no es: ¿Qué software necesitamos?
La pregunta útil es: ¿Qué decisiones estamos tomando sin ver lo que pasa dos puertas más allá?
Ahí suele estar el verdadero ahorro.
Ahí aparecen los puntos ciegos.
Y ahí es donde los datos, bien puestos, dejan de ser reporting y empiezan a ser mejora real.
¿Cuántas paradas de línea nacen de no ver el almacén?
Si comercial, planificación, producción y almacén trabajan con datos separados, es probable que algunas decisiones se estén tomando sin toda la información necesaria. Y que el coste acabe apareciendo donde menos se mira: en la línea parada, en horas extra o en stock envejeciendo sin control.
El primer paso no es comprar una herramienta nueva. Es entender el proceso completo, detectar qué dato falta y ponerlo delante de quien decide.
En LeanData ayudo a convertir esos puntos ciegos en cuadros de mando, apps internas y automatizaciones que dan más control al día a día operativo.
Cuéntame qué proceso quieres mejorar y lo revisamos juntos.